Sheeter-Cutsize

AIR SYSTEMS DESIGN: SHEETER – CUTSIZE
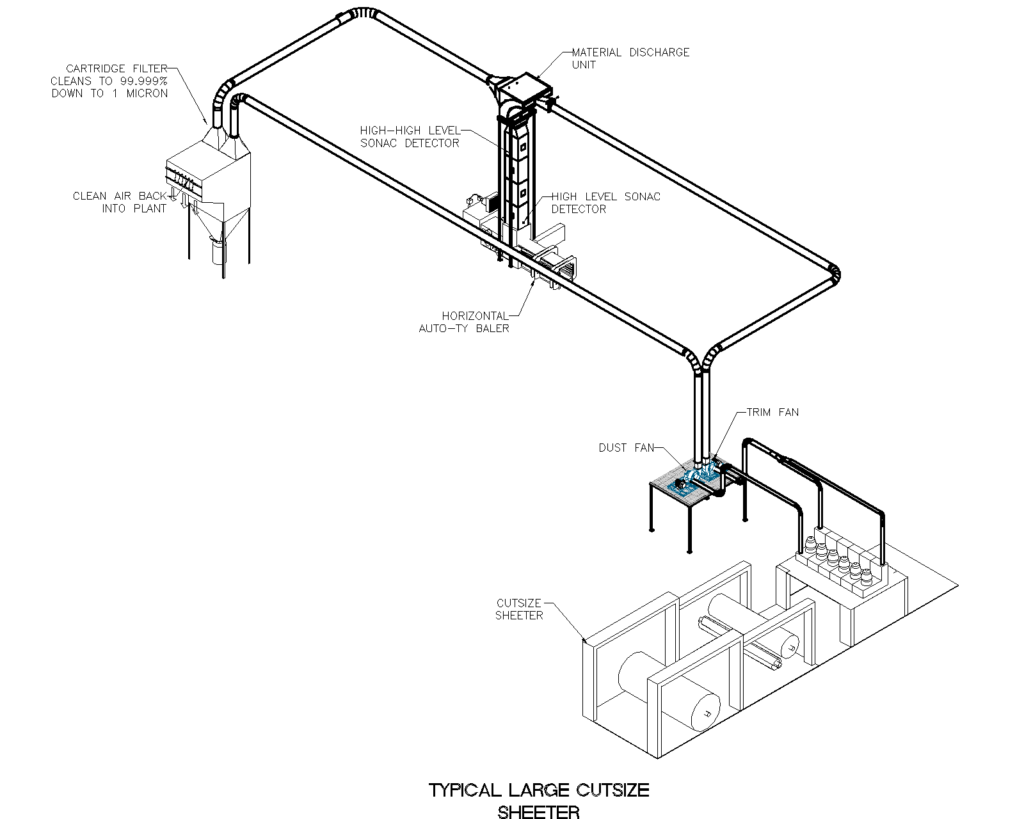
In order to capture the trim ribbons from the knife section, a single ASDI Chopper Fan will be used. The trim will be initially captured with hoods placed on each end of the roll for collecting the edge trim. The trim ribbons will then be conveyed by way of two suction lines. These lines will run independently to the fan system at which point they will merge into a single line just prior to the fan inlet. This will prevent the continuous trim ribbons from roping prior to being cut by the fan wheel. Once the ribbons have been cut by the wheel, the trim will be conveyed to a separator system for baling.
The second fan system will be used for conveying dust only. This fan system typically connects to the dust manifold provided with the sheeter and is usually designed for both web cleaning and collecting the dust being generated by the slitter section. Once the dust has been captured it will be conveyed to an automated filtering system for cleaning.
As shown in the illustration, all of the conveying air being used for conveying purpose will eventually be filtered prior to returning conditioned air back to the facility or discharging non conditioned air back to the atmosphere. The air being used for conveying the dust will be directed straight to the filter bypassing the separator system. This will allow for the separator system to be sized solely for the air volume being used for conveying the trim, thus reducing the overall cost of the system.
FOR HANDLING THE REJECTED SHEETS AND REAMS, A CONVEYOR SYSTEM IS USED.
The conveyor can be placed in a pit and covered, thus concealing the system beneath the production floor. The rejects are fed onto the conveyor by gravity and directed from the sheeter to a separate baling location. The rejects will then be dropped from the collection conveyor to a metering conveyor which will convey the rejects into the baling chamber. This conveyor will also allow for necessary storage capacity required for when the baler goes into a tying cycle. The conveyor will simply be stopped until the end of the tie cycle allowing the rejects to continuously be removed from the sheeter. Once the cycle has been completed, the conveyor will be restarted, once again feeding the rejects into the baling chamber. In order to improve the bale density and quality, a fluffer will be placed above the baling chamber allowing for the rejects to be “beat-up” or “crumpled” prior to entering the baler.
Due to the fact that an air system is not used for handling the rejected waste, a savings in electrical power is seen. It allows for the replacement of a potential 150 HP reject fan system with several smaller conveyor motors. For example, if there were 120 HP saved at 0.10 cents per kilowatt an electrical savings of $67,000 per year would be seen. Also, the overall size of the separator and filtering systems are kept at a minimum being sized only for the trim and dust systems.


ASK US ABOUT OUR CUTSIZE SHEETER TRIM AND DUST SYSTEMS.
IN THE EVENT THAT A SEPARATE BALER FOR REJECTED SCRAP IS NOT WANTED IN THE SHEETING AREA, WE CAN HANDLE IT PNEUMATICALLY.
A conveyor system will still be initially used for capturing the rejects from both the sheeter reject gate and the packaging line reject gates. Once collected, they will be directed to a single point along side the sheeter at which point they will be pneumatically captured with a single fan system. Due to the fact that such a large amount of material can be rejected at a single time, this fan system will be relatively large in size. When the sheeter is in a conditioned environment, it will be necessary to eliminate the use of conditioned air for conveying purposes as much as possible. This will be done with a diverter valve placed on the suction side of the fan system allowing for outside air to be bleed into the system when the sheeter is not in reject mode. At the moment the sheeter begins rejecting sheets, the valve will immediately switch over closing off the bleed in and providing maximum suction at the hood placed at the end of the conveyor. The valve will remain in this position until the conveyor has been cleaned of the rejected scrap at which point it will switch over and continue to use outside air. The collected scrap will then be conveyed to a separator system for either baling or pulping while the conveying air will be directed to a filter for cleaning. In order to offset the power consumption of the reject fan system, it is recommended that a variable frequency drive (VFD) or two speed motor be used. It will allow the fan to run at lower speed when the sheeter is not rejecting, generating a duct velocity of approximately 4,000 FPM. Once the sheeter starts to reject, the fan speed will increase producing duct velocities in access of 6,000 FPM which are required to convey such a large amount of scrap.
An additional small fan system can also be implemented into the system if the sheeter produces punches. They will be handled separate from the trim and dust having the collected punches conveyed to small cyclone located in the production area. Once separated from the conveying air, the punches will fall through a rotary airlock placed underneath the cyclone and into a drum or collection bin. The conveying air being used will be directed to an independent filter placed along side the cyclone having the cleaned air circulated back into the production area.